Tech Talk: Trash or treasure? Exploring resource recovery in semiconductor waste and wastewater
Share this insight
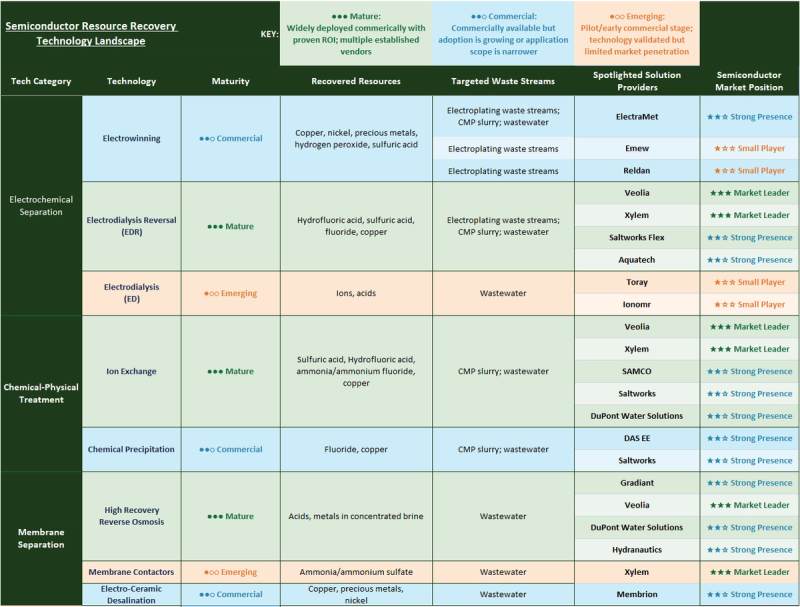
Across the semiconductor industry, resource recovery is moving steadily from the margins of facilities planning towards the center of operation and capital decision-making. Once primarily treated as an environmental or compliance-driven concern, the recovery of critical materials is increasingly being approached as a matter of cost-control and supply chain resilience. Tried and tested treatment technologies such as ion exchange and high recovery RO fit the resource recovery bill, but electrochemical separation is emerging as the star of the show, with innovative electrowinning technologies which can directly remove and recover high-value products.
Cost pressure is reshaping waste recovery strategies
The potential benefits of recovery – reducing liability and disposal costs, as well as a potential return on investment for waste and increased supply-chain resilience – have tipped the scales towards the circular economy.
Cost is key to the growing interest in resource recovery in the semiconductor industry – both from the perspective of the material value of the resources recovered, and the potential savings on trucking off and treating waste offsite. Cameron Lippert, co-founder and chief innovation officer at ElectraMet, commented that “sustainability is important, but economics is the primary driver making recovery increasingly attractive”.
Additionally, shrinking waste management infrastructure in key geographies has driven up costs for transportation and disposal of waste. Taimur Burki, sustainability matter expert at environmental consulting firm Subgeni LLC noted that hazardous-waste treatment infrastructure in the US has shrunk from 30,000 facilities in the 1980s to fewer than 900 today.
Reuse of would-be hazardous waste could also help companies avoid cradle-to-grave liability. “If a recovered material meets specifications, has a legitimate market, and is sold as a product, it is no longer classified as waste,” advised Burki.
The other driving force is supply chain resilience – the value of localized supply chains through recovery and reuse cannot be understated in a period of geopolitical uncertainty. The ready availability of precious metals and copper could be jeopardized by rapidly scaling demand for chips and the data center boom. Geopolitical instability also increases material costs. Supply chain shortages are already being seen, with rising costs of sulfuric acid resulting from the Iran conflict threatening to impact the semiconductor industry.
Strategic positioning matters – the location caveat
Location within the fab is a critical consideration when planning to recover materials from waste streams. Recovery at the tool level is preferred above all for resource recovery opportunities, as higher concentrations of critical materials remain before the stream is diluted.
Brian Coppa, product engineering lead at vacuum technology provider ULVAC and chair of the SEMI Accelerating Sustainability with Smart Manufacturing task force noted that recovery efforts can either take place close to the process tools within the subfab, or downstream as part of wastewater treatment. “Companies are sensitive about introducing innovative recovery technologies too close to the wafer out of concern around impacting yield,” he cautioned. However, the benefit of implementing closed loop recycling processes in the subfab for specific wafer process areas is keeping waste streams less complex with less cross contamination from other process areas for downstream treatment. “Recovery closer to the tool can achieve higher recycling rates because the waste stream is cleaner,” Coppa also noted. Justin Higgs, principal engineer at Xylem, added that “as wastewater matrices become more complex, there’s a stronger push toward point-source treatment and segregation.” The double-edged sword of point-source resource recovery offers both opportunity and risk.
“The technologies themselves aren’t the biggest barrier – it’s how and where they are applied,” advised Brad Buecker, senior technical consultant at SAMCO Technologies. In this way, system design can be a key decision lever in favor of recovery, as segregated waste streams offer simplified wastewater composition compared to end of pipe recovery. Existing sites may not have the footprint to accommodate resource recovery technologies within the already complex process flow, meaning that these technologies are better suited to installations in recently built or greenfield fab environments. "Generally, implementation of the most innovative and disruptive technologies happens at greenfield sites, though testing and piloting at brownfield sites is often conducted as proof of concept,” said Coppa. SEMI’s upcoming white paper entitled Accelerating Sustainability with SEMI Smart Manufacturing: AI Roadmap for Device Makers Part II will make a clear distinction between the best practices available for brownfield and greenfield sites, leveraging the power of Industry 4.0/5.0 techniques, which will subsequently be available as part of a comprehensive customizable model for device making fabs later this year.
Recovery efforts are relative to value
The incentive for semiconductor fabs to recover resources from waste streams heavily depends on the value of the materials in question. The most obvious business case can be made for metals, and this is where Coppa noted strongest interest from semiconductor manufacturers.
Of these metals, copper is the biggest draw for recovery due to its prevalence in waste streams from electroplating and CMP slurries. Lippert notes that “in the US alone, there are over 2 million pounds of recoverable copper available every year”.
Acids and complexing agents used in manufacturing pose additional value creation opportunities, though for some chemicals, recovery is incidental to removal. Higgs highlighted the impetus behind ammonia recovery, arguing that “the motivation here is contaminant removal, rather than desire to recover a commodity chemical.” However, ammonium sulfate can be a valuable product for offtake as a fertilizer, and Higgs noted that this compound also has applications for chloramination in water treatment. End-users recognize ammonia’s value; Micron and Intel both name ammonia as a key target for offsite recovery strategies in their most recent CSR reports. Some semiconductor manufacturers are repurposing their hydrofluoric acid waste, too, recycling it as calcium fluoride to produce cement. Vendors that offer service agreements including the responsibility for securing offtake agreements for waste have a competitive advantage, relieving end-users of the burden of converting recovered material into a waste stream.
A shifting technology landscape from concentration to removal
In the metals recovery space, membrane technologies and ion exchange resins retain a strong presence, but increasingly electrochemical separation is leading the way. Electrowinning is a mature technology, but improvements delivering efficiency gains have resulted in products entering the market that can remove metal in a solid state from complex waste stream, with minimal further concentration steps needed. Direct recovery is preferable, and recovery rates can vary depending on the concentration of waste within streams – for metals, plating waste streams are most productive because of heavy concentration compared to other slurries, rinse water or wastewater streams. “Traditional electrowinning technologies struggle with low metal contents and impurities,” said Emilio Saavedra, business development manager for electrowinning technology provider emew Clean Technologies.
On-site recovery of copper from chemical mechanical planarization (CMP) slurries has historically been challenging due to low metal concentrations, complex chemistries, and the presence of oxidizers such as peroxide. This means that conventional electrochemical approaches like electrowinning are largely ineffective under these conditions. As a result, most recovery efforts have relied on methods such as ion exchange or chemical precipitation, which often produce dilute or non-reusable outputs. However, new electrowinning technologies are now emerging that can stand up to these challenging conditions. ElectraMet’s Lippert noted that newer electrochemical approaches specifically engineered for these complex streams are beginning to overcome these limitations. Unlike traditional electrowinning, these systems can selectively recover solid copper while preserving or enabling reuse of the process water and chemistry. “Fabs are increasingly focused on closed-loop strategies, but that requires technologies purpose-built for CMP chemistry. Conventional electrochemical systems simply do not perform in these environments."
Barriers to entry
On-site recovery and reuse is the future of resource recovery, and electrowinning may be instrumental to enabling this at scale. Recovery and reuse of resources offsite is growing, but a recovered resource is primarily given value by its use – either sale, reuse offsite, or on rare occasions reuse onsite.
But what is holding the industry back? Largely, a conservative mindset and a fear of the complexity of permits and regulatory guidelines around waste. In some regions this is more of a concern than others – in Taiwan, TSMC has developed infrastructure to enable a robust strategy for resource recovery and disposal, whereas in the US, strict classification of hazardous waste can make resource recovery appear complicated. For example, metal-containing sludge produced from wastewater treatment is classed as F006 hazardous waste by the EPA. However, through resource recovery strategies manufacturers could reclassify hazardous waste into value.
Taimur Burki stated that “a common barrier is mindset – people are told recovery is illegal, when in fact US and EU regulations allow for on-site treatment, recycling, and by-product recovery under specific exemptions.”
Progressing from pilot to production
Understanding total cost-of-ownership models could be the key to unlocking chemicals recovery for fabs – quantifying the costs associated with wastewater treatment, waste handling, and compliance downstream highlights the favorability of recovery projects from the standpoint of return on investment.
For chemicals like ammonia, new technologies that can eliminate the need for expensive stripper scrubbers are particularly in demand for testing. Xylem’s Higgs remarked that facilities often opt to pilot membrane technologies in parallel with existing infrastructure for 6+ months, and that “demand for commercial-scale systems currently exceeds our ability to standardize them as quickly as we’d like”.
To take the final step from pilot to procurement, technologies that offer an under 2-year return on investment are particularly appealing to semiconductor manufacturers. Lippert explained that while there is strong willingness to engage in pilot and bench-scale studies for copper recovery, progressing from piloting to full procurement takes time and many challenges remain. “There is a hidden cost to change - even when pilots are successful, new systems introduce perceived risk,” he said.
The frontiers still to cross
Full circularity in semiconductor waste management remains an aspiration rather than a reality and understanding where the gaps lie is important for facilities leaders planning investment in recovery infrastructure. Two waste streams in particular currently have no viable recovery pathway: biological sludge generated from biological treatment processes, and solid brine concentrate produced by zero liquid discharge systems. Both represent the end point of treatment trains designed to solve other problems, and neither has an established market or reuse route. For fab owners and technology vendors, these are spaces worth watching. The facility that can crack low-cost, low-risk valorization of either stream will remove one of the last significant barriers to genuine circular water and waste management in semiconductor manufacturing.
Onsite reuse of recovered chemicals and metals rather than offsite sale or disposal also remains largely out of reach. Contamination risk and uncompromising process purity standards mean that recovered sulfuric acid, ammonia, or copper cannot be fed back into the process without extensive requalification. Comparing metals and chemicals recovery and reuse with water reuse is telling: ultrapure water recycling has had years of infrastructure investment, process validation, and confidence-building, and is still not standard practice. Chemical and metal reuse is at an earlier stage of the journey, and the technologies and standards that will enable it are still being developed.
What’s next? Reframing resource recovery for facilities leaders
"Demand is growing faster than infrastructure for extraction and recovery," Buecker stated. "Resource recovery will increasingly be viewed as a supply-chain preservation strategy, rather than just an environmental measure."
The semiconductor industry has long treated waste as a liability to be managed, but technologies that can facilitate resource recovery can turn waste from a liability into an asset. Reclaiming value from waste, whether that value is monetary, operational or strategic, is becoming a vital lever. Recycling recovered materials onsite is rare, but as confidence in recycled material increases, localizing access to resources could be the key to safeguarding accessibility in the face of an increasingly unstable supply chain.
Share this insight

Collaborators

Brian Coppa
Product Engineering Lead
ULVAC

Cameron Lippert
Co-Founder
Electramet
Justin Higgs
Principal Engineer
Xylem

Taimur Burki
Green Building and Circular Economy Program Manager
Subgeni LLC
Brad Buecker
Senior Technical Consultant
SAMCO Technologies
Emilio Saavedra
Business Development Manager
emew Clean Technologies
Organizations
ULVAC

ElectraMet




