Tech Talk: Gas Abatement - A Mature Technology Under New Constraints
Share this insight
The Enduring Dominance of Burn-Wet Systems
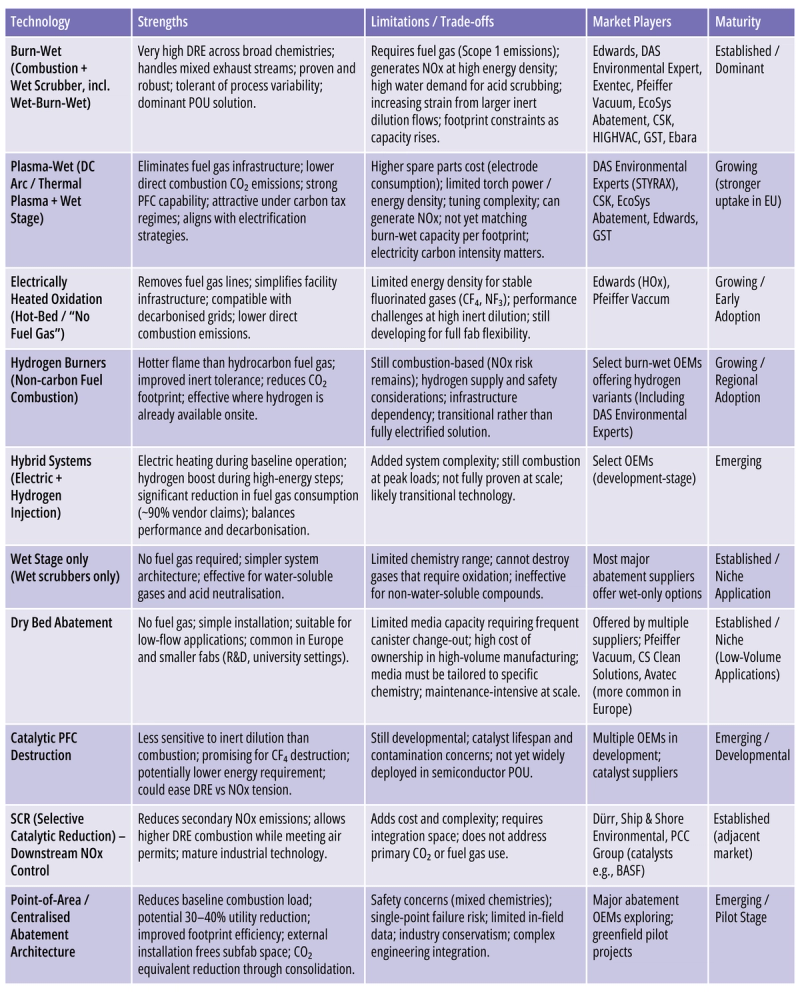
Gas abatement is one of the most established technologies in the semiconductor facility. For decades, burn-wet systems have dominated the landscape. “Since the early 1990s, the bread and butter of abatement systems has been the burn-wet system. It’s incredibly efficient,” said Christopher Jackson, key account manager at Pfeiffer Vacuum.
Yet despite its maturity, the sector is entering a period of renewed scrutiny. External pressures are forcing fabs and suppliers to reassess long-standing assumptions and explore alternative technologies. While alternatives to burn-wet systems do not yet meet the full range of abatement requirements, customer interest is accelerating development and driving innovation to close those gaps. Mark Lowing, Senior Process Engineer at Jacobs Engineering described how waste gas treatment is often viewed as a non-value-adding function within the fab. Investment is therefore typically driven less by proactive optimisation and more by regulatory compliance, safety and reliability concerns, or opportunities to simplify operations.
Two opposing forces are now shaping the market. On one side, sustainability and net-zero commitments are pushing manufacturers to reduce fuel gas use, cut carbon emissions, and consider electrically powered or hybrid alternatives. On the other, process gas flows continue to increase. Larger nitrogen dilutions, more complex chemistries, and higher tool throughput mean abatement systems must handle unprecedented volumes, placing greater strain on capacity, footprint, and performance.
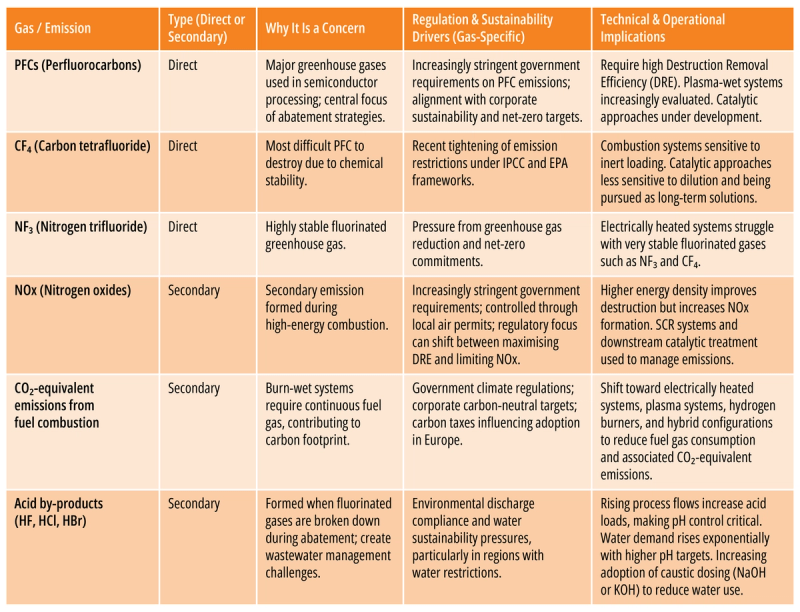
Amid these pressures, the primary priority remains unchanged: destruction removal efficiency (DRE). The ability to achieve high DRE, particularly for stable compounds such as CF₄, remains the defining performance metric.
From Tool to Stack: The Multi-Tier Architecture
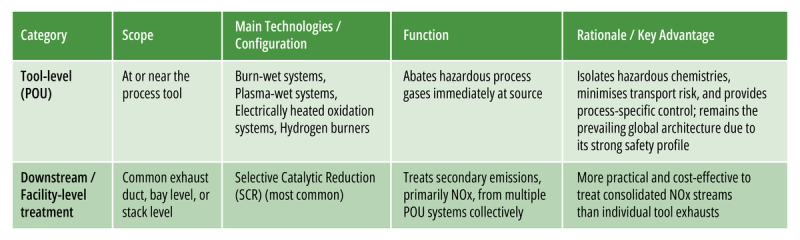
Semiconductor facilities typically address primary emissions at the tool level, with any secondary emissions treated further downstream. The architecture often extends beyond a single layer, explained Lowing. Exhaust from POU systems may then pass to greenhouse gas emission control systems, and in some cases onward to larger, facility-level scrubbers. “There’s two or three different tiers,” he noted, describing how smaller thermal units in the subfab handle the most hazardous gases before the stream moves to higher-volume treatment systems.
POU units focus on destroying toxic and pyrophoric process gases, while facility-level systems more commonly treat consolidated secondary emissions such as NOx.
Functional Separation of Primary and Secondary Emissions Treatment
The DRE–NOx Trade-Off
Varying regulations and air permits drive a shifting balance between maximising destruction removal efficiency (DRE) and minimising secondary emissions. Higher energy density improves DRE performance, but it also increases NOx formation. At the combustion level, the tension is rooted in flame temperature: the hotter the flame, the more complete the destruction of stable compounds such as fluorinated gases, but high temperatures also promote the reaction between nitrogen and oxygen, leading to greater NOx formation. “Some years customers want maximum destruction; other years they’re more concerned about secondary emissions and will accept a slight hit to DRE,” noted Jackson. Increasingly, fabs are separating these objectives, using catalysts or downstream treatment systems to manage NOx without compromising primary destruction performance.
In response to this trade-off, many operators are refining combustion rather than abandoning it. As Mark Lowing observed, “the one thing that is constant… is the thermal oxidizer’s use as a primary emissions control unit for treatment of toxic and hazardous off-gas from selected semiconductor tools.” Oxygen-enriched combustion reduces nitrogen content in the burn stream, limiting the amount of nitrogen available to form NOx. By increasing oxygen concentration, fabs can reduce overall exhaust volumes and lower NOx formation while maintaining high destruction efficiency. Although this does not eliminate combustion-related emissions, it provides a practical way to ease the DRE–NOx tension without sacrificing performance.
Key Gases and Emissions Driving Abatement Requirements
Escalating Process Flows and Resource Strain
Rising process gas volumes are intensifying both sustainability and footprint pressures. According to Jackson, today’s flow rates would have been unimaginable two decades ago: “When I started in the industry, the largest systems we sold could handle eight process chambers. Now I’m seeing cases where two or even three abatement systems are needed for one or two process chambers.” This growth is driven by shrinking wafer sizes and increased process complexity, resulting in different cleans and gasses. As a result, capacity versus footprint is emerging as a defining market constraint. “Facilities want higher-capacity systems within the same or smaller footprint. This is driven by increasing process and inert gas loads,” shared Josh McCrory, key accounts manager at DAS Environmental Expert GmbH. Additionally, the larger flows also create more secondary emissions and make it more difficult to consistently achieve high DRE.
Increasing process volumes are also straining water use. Point-of-use (POU) systems consume significant volumes because by-products are scrubbed with water and pH must be controlled. As gas flows rise, acid formation increases, including hydrofluoric, hydrobromic and hydrochloric acids. Relying on water alone is becoming impractical. “Going from pH 4 to pH 5 requires ten times more water. From pH 4 to pH 6 requires a hundred times more. That’s not realistic,” Jackson noted.
This is driving renewed interest in caustic dosing, which uses potassium or sodium hydroxide to neutralise acids. The approach is not new, but adoption is accelerating; Jackson observed that almost all major fabs are now at least trialling it.
Sustainable Abatement Options Lag in Performance and Scale
Climate and emissions regulations, alongside increasingly ambitious corporate sustainability targets, are playing a growing role in shaping abatement development and purchasing decisions as companies pursue Net Zero goals. Additionally, regulatory pressure is intensifying through increasingly stringent local air permitting requirements. At the same time, broader EPA rule changes can have global implications for multinational manufacturers seeking greater standardisation across their operations, according to Jackson.
Interest is therefore accelerating in alternative abatement technologies that reduce fuel gas consumption and greenhouse gas emissions, including electrically heated systems, hydrogen burners, and plasma abatement.
However, trade-offs between sustainability and performance persist, as low-carbon alternatives do not yet consistently match the reliability and destruction efficiency of conventional burn-wet systems. Plasma abatement is gaining traction, particularly in Europe, where carbon taxes are encouraging many greenfield sites to evaluate it as a primary point-of-use (POU) solution, according to McCrory. By replacing fuel gas with electricity, plasma systems simplify onsite gas infrastructure and reduce direct combustion emissions.
Adoption in the US, however, remains more cautious, with deployment estimated to lag behind Europe by at least five years due to ongoing concerns around operational robustness. Systems can be more complex to tune, may generate higher NOx emissions, and are not inherently zero-emission when powered by fossil fuel-based electricity, noted Jackson. McCrory added that plasma systems also carry higher spare parts costs due to electrode consumption and are constrained in total torch power by power supply limitations. As a result, they often cannot achieve the same destruction capacity as burn-wet systems within an equivalent footprint.
Plasma is therefore emerging less as a wholesale replacement for combustion and more as a targeted solution in regions or applications where carbon reduction priorities outweigh capacity constraints. While alternative technologies are being piloted and increasingly integrated into systems for specialised applications, burn-wet systems remain the dominant abatement solution and form the backbone of most vendors’ portfolios.
Technology Landscape: Established and Emerging Options
The Centralisation Debate
Alongside downstream polishing, there is growing interest in consolidating primary abatement itself. McCrory observes a trend toward more focused solutions tailored to specific gas chemistries, coupled with exploration of larger, bay-level systems as an alternative to multiple smaller abatement units. According to Brad Herbert, Process Systems Technical Lead at Jacobs Engineering, large-scale fabs can have over 1,000 POU abatement units, which can present challenges for space management and utilities. The shift toward centralised abatement remains gradual, but momentum is building. The drivers are primarily footprint, maintenance and carbon efficiency.
For maintenance, the most common failure points are not always within the thermal oxidiser itself, but in the ducting and vacuum lines between the process tool and the abatement unit. As exhaust gases cool, particulates and condensable compounds can precipitate, leading to plugging, corrosion, and pressure-drop issues. Filters and heat tracing can mitigate these effects, but they introduce additional maintenance requirements and system complexity. In large fabs operating hundreds, or even thousands of POU units, the cumulative maintenance burden becomes significant, reinforcing interest in more consolidated or simplified architectures.
On the carbon efficiency side, burn-wet units require a baseline operating load before achieving effective destruction rates, meaning that multiple lightly loaded units can generate disproportionate carbon and NOx emissions. By minimising this base load and combining multiple streams into a single reactor, facilities can reduce total CO₂-equivalent emissions and overall NOx generation. Consolidation can also improve utility efficiency and allow systems to be installed externally, freeing valuable subfab space.
However, the industry remains cautious. “Point-of-use is inherently safer because gases remain isolated until abated. Point-of-area introduces risks from mixing incompatible chemistries and from single-point failures affecting multiple tools,” Jackson noted. Safety and uptime concerns are central barriers to adoption.
Centralised systems are more feasible in greenfield projects, where infrastructure can be designed from the outset. Even then, full centralisation is rare; many sites retain POU for certain high-risk processes. With limited long-term operational data available, widespread adoption is likely to unfold gradually over the next five to ten years as more facilities validate performance and reliability.
Share this insight

Collaborators

Brad Herbert
Senior Process Engineer
Jacobs

Josh Mccrory
US Applications Engineer
DAS Environmental Experts - USA
Christopher Jackson
Mark Lowing